Những điều cần biết trước khi vận hành Máy cắt Laser

Máy cắt Laser MTA Smart do công ty MTA sản xuất - Made in Việt Nam
1. Máy cắt Laser hoạt động dựa trên nguyên lý gì?
- Cắt laser là 1 công nghệ tiên tiến được ứng dụng rộng rãi trong việc gia công vật liệu. Cắt laser là sử dụng các chùm tia laser năng lượng cao tạo ra tia cắt để gia công vật liệu.
- Kỹ thuật cắt laser cắt được nhiều loại vật liệu như: Kim loại, phi kim, vật liệu tổngnhợp, ứng dụng rộng rãi ở nhiều lĩnh vực khác nhau.
- Cắt laser là chùm tia laser hội tụ trên bề mặt vật liệu và được hội tụ năng lượng làm tan chảy hoặc đạt đến điểm bốc cháy, đồng thời nhờ vào luồng khí áp lực cao đồng trục với chùm tia laser để đẩy phần vật liệu nóng chảy ra khỏi vùng gia công, từ đó thực hiện việc cắt vật liệu. Cắt laser là một trong những phương pháp gia công nhiệt.
2. Máy cnc laser dùng khí gì?
a. Máy laser dùng Khí nén và bằng Nitơ
Cắt laser là sử dụng tia laser làm cho vật liệu tan chảy và thông qua khí áp lực cao (khí N2, không khí,…) đồng trục với chùm tia laser để loại bỏ kim loại lỏng tạo thành đường cắt. Phương pháp này chủ yếu áp dụng với các kim loại khó Oxy hóa hoặc cắt kim loại như thép không gỉ, Titan, nhôm,...
b. Máy laser dùng Oxy
Nguyên lý gần giống với cắt Oxy - Acetylen. Cắt laser bằng oxy là sử dụng tia laser để đốt nóng kim loại, dùng khí Oxy,.. làm khí cắt. Khí oxy phun ra phản ứng với kim loại, tạo thành phản ứng oxy hóa tạo ra lượng lớn nhiệt, mặt khác loại bỏ các kim loại đã nóng chảy ra khỏi vùng gia công, tạo ra đường cắt trên mặt kim loại. Phương pháp này chủ yếu cắt kím loại dễ oxy hóa như thép carbon,.... Có thể dùng cho các vật liệu khác như thép không gỉ,.. nhưng vết cắt sẽ có màu sẫm.
3 Vị trí tiêu điểm của đầu cắt laser
- Trên bề mặt tấm kim loại, khi tia laser được hội tụ, tiêu điểm nằm ở đâu thì đó được gọi là vị trí tiêu điểm. Vị trí tiêu điểm quyết định đường kính chùm tia laser, mật độ công suất và hình dạng mặt cắt. Trong quá trình cắt laser, vị trí tương ứng của chùm tia laser và bề mặt cắt ảnh hưởng lớn đến chất lượng cắt.
- Việc hiệu chỉnh vị trí tiêu điểm chính xác rất quan trọng. Đầu cắt laser sẽ tự động tìm tiêu điểm với độ chính xác cao. Khi chiều cao của tấm vật liệu thay đổi, hệ thống CNC sẽ tự động điều chỉnh khoảng cách giữa đầu dưới của bép cắt và bề mặt tấm để đảm bảo chiều cao không đổi giữa bép cắt và bề măt, đảm bảo vị trí tiêu điểm ổn định.
- Dưới đây là bảng liên quan giữa vị trí tiêu điểm với vật liệu cắt và điểm đứt:
Lấy tiêu cự 0: Tiêu cự nằm trên bề mặt của tấm phôi được sử dụng để cắt cắc tấm mỏng. đường kính chum tia nhỏ nhất, có thể hẹp nhất.
Lấy tiêu cự dương: tiêu cự nằm trên bề mặt trên của tấm phôi được sử dụng để cắt Oxy bằng Laser. Tiêu cự tập trung vào bề mặt vật liệu
Lấy tiêu cự âm: tiêu cự nằm dưới bề mặt của tấm phôi được sử dụng cắt Nito hoặc khí nén. Trọng tâm là bên trong vật liệu, vị trí lấy nét được thu nhỏ và khe khe được mở rộng tương ứng.
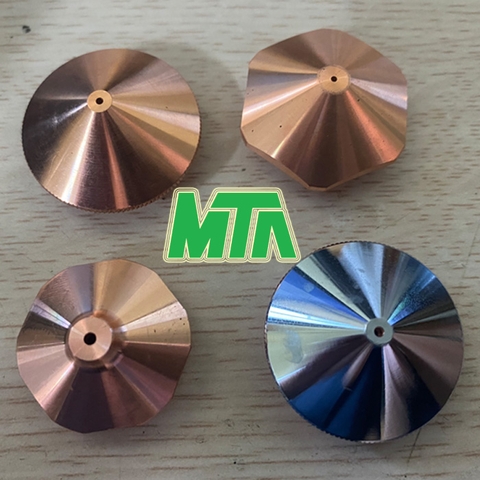
4. Bép cắt máy cnc laser sử dụng như thế nào
a. Tác dụng của bép cắt
Thiết kế bép cắt khác nhau thì sự lưu động của khí cũng khác nhau, trực tiếp ảnh hưởng chất lượng cắt, tính năng chủ yếu của đầu cắt là:
- Tránh cặn bã, tạp chất bắn ngược lên đầu cắt làm hư hỏng thấu kính;
- Bép cắt giúp khí phun ra tập trung, khống chế diện tích và kích thước độ phân tán của khí, giúp chất lượng cắt tốt hơn.
b. Ảnh hưởng của bép cắt đến chất lượng cắt laser và chọn lựa bép cắt
Khi bép cắt bị biến dạng hoặc có bụi bẩn sẽ ảnh hưởng đến chất lượng cắt. Do đó, bép cắt cần được đặt cẩn thận và không bị trầy xước. Khi bề mặt bép cắt có cặn bẩn phải được làm sạch kịp thời. Bép cắt yêu cầu có độ chính xác cao khi sản xuất. Nếu do chất lượng của bép cắt dẫn đến chất lượng cắt kém, chúng ta phải kịp thời thay thế bép cắt.
- Chọn lựa bép cắt laser
+ Đường kính bép cắt nhỏ, tốc độ khí nhanh và khả năng thổi chất tan chảy mạnh, thích hợp cắt vật liệu tấm mỏng, và tạo ra được đường cắt mỏng tinh xảo.
+ Đường kính bép cắt lớn, tốc độ khí chậm, khả năng loại bỏ kim loại tan chảy kém, thích hợp cắt vật liệu dày.
+ Nếu sử dụng bép cắt có lỗ to để cắt nhanh tấm vật liệu mỏng, sẽ dễ sinh ra tàn tích cặn bã, và bắn phản ngược lại gây ra hư hỏng cho thấu kính bảo vệ.
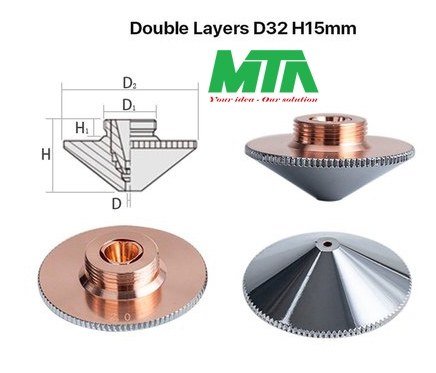
- Bép cắt có 2 loại là bép cắt đơn và bép cắt đôi
Chúng tôi sẵn sàng giải đáp các thắc mắc của quý khách hàng và rất chào đón quý khách hàng đến tham quan nhà máy MTA. Qúy khách có nhu cầu tìm hiểu về máy cắt laser vui lòng liên hệ:
CÔNG TY HỆ THỐNG TỰ ĐỘNG MTA
Website: https://maycncmta.com/ - https://cnc24h.com/
Hà Nội: Số 38-TT6.2C Khu Đô Thị Đại Kim Nguyễn Xiển, Hoàng Mai, Hà Nội
Hồ Chí Minh: 25A Đường 24, Phường Linh Đông, TP. Thủ Đức, Hồ Chí Minh
Nhà máy: Phú Mãn, Quốc Oai, Hà Nội
Phòng kinh doanh bán máy:
Mr. Nam 0983 248 266/ 0943 567 266, Email: maycatmta@gmail.com
Mr. Hiệp 0949 215 266 , Email: maycncmta@gmail.com
Ms. Hải 0974 258 266, Email: mtahanoivn@gmail.com
Chúng tôi cam kết luôn mang đến những giải pháp tiên tiến, chất lượng, bền đẹp làm hài lòng quý khách!














































Viết bình luận