Trong quá trình cắt của máy cắt laser, chùm tia được hội tụ thành một tiêu điểm nhỏ qua thấu kính của đầu cắt để đạt được mật độ công suất cao, trong đó đầu cắt được cố định trên trục z. Tại thời điểm này, nhiệt lượng đầu vào của chùm tia vượt xa nhiệt lượng từng phần và vật liệu nhanh chóng được làm nóng đến nhiệt độ nóng chảy và hóa hơi. Đồng thời, luồng không khí tốc độ cao thổi ra vật liệu nóng chảy và hóa hơi từ phía trên để tạo thành lỗ cắt vật liệu.
So với quy trình cắt oxy và plasma truyền thống, cắt laser có ưu điểm là tốc độ cắt nhanh, đường cắt hẹp, vùng ảnh hưởng nhiệt nhỏ, độ vuông góc tốt của mép đường cắt và cạnh cắt mịn. Đồng thời, có nhiều loại vật liệu có thể cắt laser, bao gồm thép cacbon, thép không gỉ, thép hợp kim...Trong quá trình vận hành máy cắt laser, ta có thể gặp phải các sự cố thường sau:
1. Máy cắt laser không có phản ứng sau khi khởi động
Nếu lỗi này xảy ra trong quá trình vận hành máy cắt laser, trước tiên hãy kiểm tra xem toàn bộ thiết bị đã được bật nguồn chưa. Nếu chưa lên nguồn, bạn nhớ cắm nguồn điện vào, kiểm tra các thông số trên bo mạch chính của máy cắt laser đã chính xác chưa.
Bạn có thể kiểm tra nguồn điện để khắc phục sự cố. Sự cố mất điện thường là do cháy ống cầu chì hoặc sự cố của công tắc nguồn, đòi hỏi ống cầu chì và công tắc điều khiển chất lượng cao và tốt hơn.
2. Đèn báo của máy laser sau khi chạy một thời gian rất yếu
Khi gặp trường hợp này, đầu tiên chúng ta nên xem tiêu cự có thay đổi hay không. Nếu không có gì thay đổi, chúng ta nên kiểm tra lại thấu kính lấy nét trên máy có bị ô nhiễm không; Hệ thống đường dẫn quang học có bị lệch bất ngờ hay không; Điều quan trọng nhất là kiểm tra xem nước làm mát có chảy không. Đường ống ra nước làm mát chảy ngược không bình thường dẫn đến không đủ lưu lượng. Đường ống dẫn nước vào và ra của máy bơm nước quá bẩn, chắn nước dẫn đến nước chảy kém. Nếu thời gian làm việc liên tục của máy cắt laser quá lâu, máy phải được tắt và nghỉ ngơi đúng cách.
Chỉ khi dòng nước lưu thông trơn tru, nhiệt của máy cắt laser mới có thể bị tiêu tán hết mức có thể, cải thiện quá trình chuyển đổi năng lượng của thiết bị laser, và cuối cùng đạt được tiêu điểm cắt.
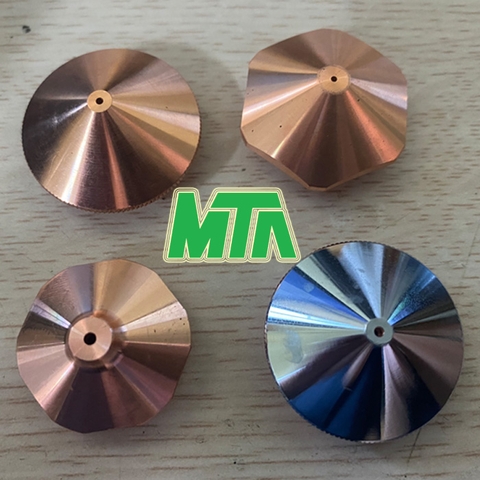
3. Tia lửa điện bất thường thường xảy ra khi máy laser cắt thép tấm cacbon
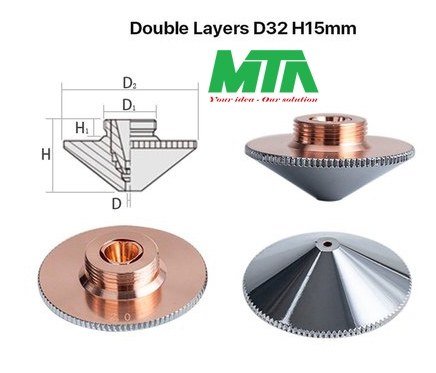
Chúng ta biết rằng khi cắt laser thép cacbon tấm mỏng, thông thường tia lửa dài và phẳng, ít tia lửa, trong khi tia lửa điện bất thường sẽ ảnh hưởng đến độ nhẵn và chất lượng gia công của bề mặt cắt của phôi. Lúc này, khi các thông số khác bình thường, việc mất đầu phun tia laser cần được xem xét. Nếu vấn đề tồn tại, vòi phun nên được thay thế kịp thời.
Nếu không có thay thế vòi phun mới, hãy tăng áp suất khí làm việc cắt. Nếu ren ở phần kết nối giữa vòi phun và đầu cắt laser bị lỏng, hãy dừng việc cắt laser ngay lập tức, kiểm tra trạng thái kết nối của đầu cắt laser và siết chặt lại chỉ.
4. Máy cắt laser cắt lỗ không tròn hoặc biến dạng
Trong trường hợp lỗi như vậy, trước tiên chúng ta nên kiểm tra chuyển động của phần mềm điều khiển cắt laser có bình thường hay không. Ví dụ, vẽ một đường thẳng để xử lý và quan sát xem chuyển động của đầu laser có phải là một đường thẳng trong quá trình cắt hay không, điều này về cơ bản có thể loại bỏ khả năng xảy ra sự cố phần mềm.
Đồng thời, bước này cũng có thể tìm ra vấn đề bất thường về độ lỏng lẻo trong kết cấu cơ khí. Sau khi loại trừ khả năng do phần mềm và máy móc, chúng ta nên nghĩ đến việc liệu năng lượng laser quá cao có khiến vùng không xử lý bị ảnh hưởng hay không. Quan sát xem đường cắt của bộ phận đã gia công có bị nóng chảy hay không. Các cạnh gia công thông thường phải nhẵn và phẳng.
Trong trường hợp này, chúng ta nên giảm các thông số tần số hoặc công suất laser một cách thích hợp. Cũng có một vấn đề tương đối không phổ biến là sự biến dạng của gương hội tụ trong đầu laser. Có thể đánh giá bằng cách quan sát xem chùm tia laser có tập trung hay không và tâm của vòng tròn có đồng tâm hay không.
5. Phôi cắt của máy laser fiber có bavia
Chúng ta nên ưu tiên các yếu tố gây ra gờ trong quá trình cắt và không thể tăng tốc độ cắt một cách mù quáng, vì nếu tăng tốc độ một cách mù quáng sẽ dễ dẫn đến tình trạng tấm không được cắt qua trong quá trình cắt thực tế, điều này đặc biệt nổi bật trong lĩnh vực gia công nhôm kẽm tráng kẽm. Lúc này, các yếu tố khác của máy công cụ cần được xem xét một cách toàn diện như có nên thay vòi phun hay không, chuyển động của ray dẫn hướng có không ổn định, v.v.
6. Máy laser fiber không cắt đứt phôi hoàn toàn
Nguyên nhân: kiểm tra xem việc sử dụng bép cắt laser có phù hợp với độ dày của tấm phôi hay không và thay thế bép cắt.
Kiểm tra xem tốc độ cắt của máy laser có quá nhanh hay không, cần phải điều chỉnh giảm tốc độ cắt theo độ dày tấm phôi thực tế.
7. Không có tia laser ở trạng thái làm việc
Điều này có thể xảy ra với máy cắt laser vì đường dẫn quang học bị lệch. Trong trường hợp này, đường dẫn quang học cần phải được điều chỉnh, hoặc có thể xảy ra một loạt sự cố trong đường truyền tia laser
Kiểm tra tiêu điểm có ở chính giữa hay không bằng cách để tờ giấy dưới bép cắt, bấm phím kiểm tra tia laser đập vào xem có tia laze không
8. Máy cắt laser chạy ngắt quãng
Khi máy cắt laser hoạt động không liên tục, có thể do nước lưu thông không trơn tru. Kiểm tra và vệ sinh két nước liên quan, đồng thời kiểm tra máy bơm nước có hoạt động trơn tru hay không và có thể nạo vét đường ống dẫn nước thường xuyên.













































Viết bình luận