Nguyên lý cơ bản của máy cắt laser là sự tương tác giữa tia laser và tấm kim loại. Nó không chỉ bao gồm các quá trình lượng tử vi mô phức tạp mà còn cả các hiện tượng vĩ mô do tia laser tác động lên các vật liệu khác nhau. Các hiện tượng vĩ mô này bao gồm hấp thụ, phản xạ, khúc xạ, chuyển đổi và truyền năng lượng, trạng thái vật chất và thành phần khí xung quanh, hiệu ứng mô khi chùm ánh sáng tác động lên bề mặt vật liệu,…
Do đó, có nhiều yếu tố ảnh hưởng đến chất lượng của quá trình cắt laser. Ngoài bản thân vật liệu gia công, chúng chủ yếu là đặc tính chùm tia laser, công suất nguồn laser, tốc độ cắt, loại bép cắt và chiều cao bép cắt, vị trí lấy nét, loại khí phụ và áp suất, v.v.
I. Các yếu tố ảnh hưởng đến chất lượng cắt của máy laser fiber
1. Đặc điểm tia laser:
Độ rộng rãnh cắt laser liên quan nhiều đến chế độ tia và đường kính vết sau khi lấy nét. Bởi vì mật độ công suất và mật độ năng lượng của bức xạ laser có liên quan đến đường kính điểm laser, để có được mật độ công suất lớn và năng lượng khách quan, đường kính điểm được yêu cầu càng nhỏ càng tốt trong quá trình cắt laser.
2. Công suất nguồn laser:
Công suất laser ảnh hưởng trực tiếp đến độ dày của tấm thép có thể cắt. Năng lượng càng cao, độ dày của vật liệu có thể cắt càng dày. Ngoài ra, nó còn ảnh hưởng đến độ chính xác về kích thước của phôi, chiều rộng rãnh cắt, độ nhám của bề mặt cắt và chiều rộng vùng ảnh hưởng nhiệt.
3. Tốc độ cắt:
Tốc độ cắt có ảnh hưởng lớn đến chất lượng cắt của tấm thép không gỉ. Tốc độ cắt tốt nhất giúp bề mặt cắt nhẵn và mịn không có xỉ ở phần dưới.
Nếu tốc độ cắt quá nhanh, tấm thép sẽ không được cắt xuyên qua, dẫn đến bắn tia lửa, xỉ ở nửa dưới, thậm chí làm cháy ống kính; Nếu tốc độ cắt quá chậm, dễ gây chảy vật liệu quá mức, mở rộng đường cắt, tăng vùng ảnh hưởng nhiệt, thậm chí cháy phôi quá mức.
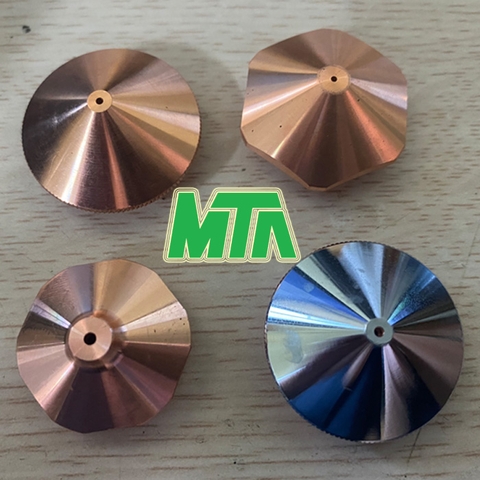
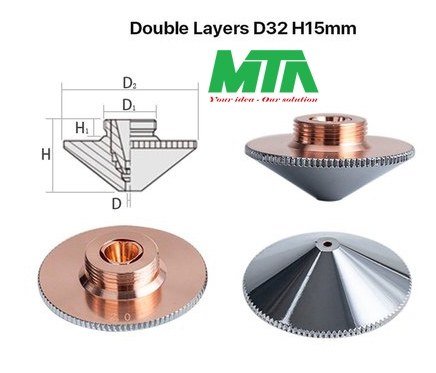
4. Bép cắt dùng cho máy laser fiber:
Loại bép cắt, khoảng cách từ bép cắt đến bề mặt phôi... sẽ ảnh hưởng đến hiệu quả cắt.
5. Vị trí tiêu điểm:
Vị trí trọng tâm ảnh hưởng trực tiếp đến chiều rộng vết cắt, độ dốc, độ nhám của mặt cắt và độ bám dính của xỉ. Các vị trí lấy nét khác nhau dẫn đến đường kính chùm tia và độ sâu tiêu điểm trên bề mặt phôi khác nhau, điều này sẽ làm thay đổi hình dạng của rãnh gia công và ảnh hưởng đến dòng khí gia công và kim loại nóng chảy trong rãnh gia công.
6. Khí phụ:
Khí phụ cần thiết cho quá trình cắt vật liệu, chủ yếu liên quan đến loại khí và áp suất. Loại khí, áp suất, đường kính vòi phun và hình dạng ảnh hưởng đến độ nhám của cạnh và sự tạo gờ.
Có nhiều yếu tố ảnh hưởng đến chất lượng gia công laser. Nắm vững quy luật ảnh hưởng của các yếu tố quá trình khác nhau đến chất lượng bề mặt của quá trình gia công bằng máy cắt laser có thể giúp tìm ra cách cải thiện chất lượng bề mặt và cải thiện chất lượng bề mặt.
II. Đánh giá chất lượng máy cắt laser chủ yếu bao gồm các điểm sau:
1. Bề mặt cắt nhẵn, ít đường vân và không bị giòn gãy.
Khi tia laser cắt tấm ở nhiệt độ cao, dấu vết của vật liệu nóng chảy sẽ không xuất hiện trong rãnh dưới tia laze thẳng đứng mà sẽ bị phun ra ở phía sau của tia laze. Kết quả là, các đường cong được hình thành ở lưỡi cắt, và các đường thẳng này theo sát chùm tia laze chuyển động. Để khắc phục vấn đề này, việc giảm tốc độ tiến dao vào cuối quá trình cắt có thể loại bỏ đáng kể sự hình thành các đường;
2. Chiều rộng khe cắt
Điều này chủ yếu liên quan đến đường kính của vết tia laser, phụ thuộc vào chất lượng của ống laser
Nói chung, chiều rộng của đường cắt không ảnh hưởng đến chất lượng cắt. Chỉ khi một đường viền đặc biệt chính xác được hình thành bên trong thành phần, chiều rộng cắt mới có tác động quan trọng, vì chiều rộng cắt xác định đường kính trong tối thiểu của đường bao. Khi chiều dày tấm tăng, chiều rộng cắt cũng tăng. Do đó, để đảm bảo cùng một độ chính xác cao, bất kể chiều rộng rãnh lớn bao nhiêu, phôi phải không đổi trong vùng gia công của máy cắt laser;
3. Độ vuông góc của mỏ cắt và phôi cắt
Khi độ dày của vật liệu gia công vượt quá 18mm, độ vuông góc của mỏ cắt laser là rất quan trọng; Khi ở xa tiêu điểm, chùm tia laze trở nên phân kỳ và vết cắt trở nên rộng hơn về phía trên hoặc dưới tùy theo vị trí của tiêu điểm. Mỏ cắt càng thẳng đứng thì chất lượng cắt càng cao.
4. Tác dụng nhiệt của vật liệu cắt
Máy cắt laser ứng dụng quá trình gia công cắt gọt bằng nhiệt, trong quá trình sử dụng nhất định phải gây ra tác động nhiệt lên vật liệu, trong đó chủ yếu bao gồm ba mặt: A. vùng ảnh hưởng nhiệt; b. Suy thoái và ăn mòn; C. Biến dạng vật liệu.
Khu vực bị ảnh hưởng nhiệt đề cập đến khu vực được làm nóng dọc theo rãnh trong cắt laser. Đồng thời, cấu trúc của vật liệu tự nó thay đổi.













































Viết bình luận