Công ty Hệ Thống Tự Động MTA xin gửi quý khách hàng quy trình vận hành máy cắt laser:
I. QUY TRÌNH MỞ MÁY CẮT LASER
Bước 1. Kiểm tra trước khi bắt đầu cắt
- Kiểm tra để không có vật cản trên đường ray của máy, trong khu vực máy di chuyển
- Mực nước của máy làm mát trên khu vực giữa của cột lưu lượng
- Sai số điện áp cung cấp trong vòng ± 10% điện áp định mức 380AC;
Bước 2. Bật nguồn
- Bật công tắc nguồn chính
- Bật máy chủ (Bật công tắc đỏ, Bật chìa khóa sang ON, Mở tủ điều khiển Bật CB từ LỚN đến NHỎ, từ phải -> trái)
- Bật thiết bị ngoại vi (On Chiller đến nguồn laser *Max= Bật chìa khóa ON, Chờ 5s đèn alarm sáng xanh rồi nhấn Start).
Bước 3. Quay lại điểm Gốc các hệ trục Z, X, Y
- Xác nhận không bị vướng trục nào khi di chuyển;
- Mở phần mền laser trên desktop;
- Nhấp vào Mach -> Go Home -> All Go Home. Xem tọa độ 0 0 0 của các trục X,Y Z tại khung hiển thị Mach Coor trên màn hình. Tọa độ 0 của trục tiêu cự tại đầu laser
Bước 4. Chuẩn bị chi tiết cắt
- Di chuyển đầu Laser về phía sau góc máy trước khi đặt tấm để tránh va chạm;
- Di chuyển đầu laser đến vị trí cần cắt để set origin ban đầu.
Chú ý : Kích chọn Laser Power, Pilot Light, Shutter, Select Object sáng xanh trên màn hình
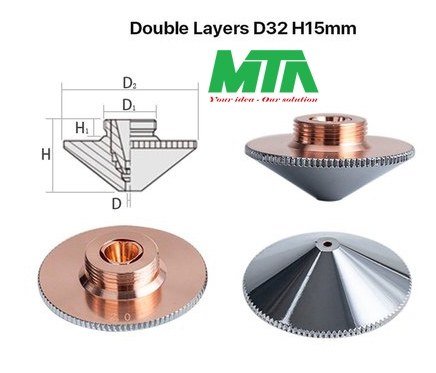
Bước 5. Xem thông số cắt, Chọn - thay bép cắt.
- Chọn một bép cắt đúng theo thông số Parameter trong thư viện Layer, đảm bảo Bép cắt (Nozle) và không bị méo lỗ hay cháy xém
- Đặt một mẫu giấy trắng sạch bên dưới đầu cắt, hạ đầu laser để kiểm tra tình trạng kính của đầu cắt. Xác nhận không có chấm tối trong vùng màu đỏ
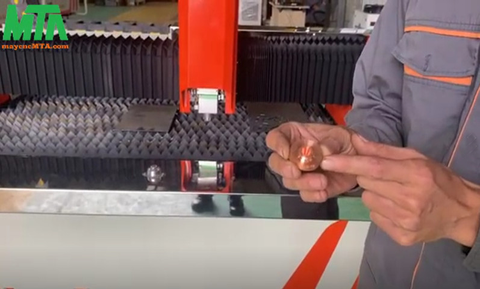
- Đặt băng keo SONG SONG với trục X-Ngang, dùng đầu ngòn tay đính từ dưới lên tại vị trí tâm bép cắt, rút tay ra khỏi vùng dưới bép, nhấn Burn trên remote . Kiểm tra chấm điểm laser phát ra trên vòng tròn bép cắt in dấu trên băng keo, chú ý ngay tâm . Hiệu chỉnh theo dấu mũi tên trên đầu cắt khi sai lệch.
Bước 6. Test Khí, Nhập bản vẽ
- Bấm vào O2 , hoặc N2 để kiêm tra lưu lượng áp xả ra trên đồng hồ lưu lượng phía trái. (Oxy >=4Bar, Nitơ >=18bar). ;
- Nhập bản vẽ (Import, Insert, Open) , Chọn đối tượng, thiết lập vị trí các đường dẫn vào (Lead In/Out), Lựa chọn thứ tự cắt (Click chuột Phải chọn Mach Oder, chọn Auto / Manual ) Chọn chiều cắt (Click phải chuột chọn Mach Direction). Group đối tượng sau khi thiết lập
- Bấm vào Simulate để chạy mô phỏng xem đường vạch dấu màu đỏ trên màn hình.(View, Track , Maching Track)
Bước 7. Theo dõi thông số cắt LAYER
- Người sử dụng nên hiểu các thông số cắt của Layer để để dàng hiệu chỉnh đường cắt phù hợp với từng loại phôi. Các thông số quan trọng: TỐC ĐỘ, ÁP SUẤT, TIÊU CỰ, CHIỀU CAO CẮT DUY TRÌ, CHẾ ĐỘ ĐÁNH THỦNG...
Bước 8. Dò bề mặt phôi - Calibrate, Set Origin -Định vị Gốc. Farme- bao khung chi tiết, Play- để cắt.
- Chọn đối tượng cần cắt
- Di chuyển đầu laser đến nơi góc dưới bên trái vị trí phôi muốn cắt
- Hạ trục Z cách phôi 10mm để tiến hành dò bề mặt phôi
- Set gốc Origin trên Remote, Nhấn Farme để kiểm tra kích thước cắt, Nhấn Sart để bắt đầu cắt, Nhấn Pause để dừng lại, Nhấn Resume để tiếp tục cắt, Nhấn Back để quay lại vị trí trước, Nhấn Forward trên màn hình để tiến tới vị trí tiếp theo.
II. QUY TRÌNH KHI TẮT MÁY CẮT LASER
Bước 1. Lưu trữ file cắt
Bấm Save as để lưu trữ đối tượng đã thiết lập xong để có thể Open dùng lại sau này.
Bước 2. Di chuyển đầu laser gần gốc
Di chuyển đầu laser đến một khoảng cách an toàn. Lưu ý: Cẩn thận tránh va chạm đầu laser với vật cản
Bước 3. Xả khí
- Khóa van khí thật chặt;
- Có thể nhấn "Puff" để thoát khí trong đường ống cho an toàn
Bước 4. Tắt thiết bị, tắt nguồn điện chính
Tắt showdown máy tính, nguồn laser (nhấn restart cho đèn đỏ tắt, off chìa khóa) tắt máy làm lạnh nước,
Tắt CB từ phải qua trái, từ nhỏ đến lớn, tắt chìa khóa, tắt công tắc đỏ, tắt nguồn điện chính














































Viết bình luận