Chọn bép cắt cho máy laser fiber như thế nào?
Bép cắt trực tiếp bảo vệ thấu kính hội tụ, và đóng vai trò rất quan trọng đối với chất lượng cắt trong quá trình gia công. Bép cắt thu thập tín hiệu điện dung và truyền nó đến bộ xử lý tín hiệu thông qua vòng gốm, và hướng khí đi qua phôi, tạo áp suất cao ở đầu ra của đầu cắt, tăng tốc độ cắt, lấy đi xỉ. Lựa chọn bép cắt laser hợp lý sẽ giúp sản xuất hiệu quả hơn.
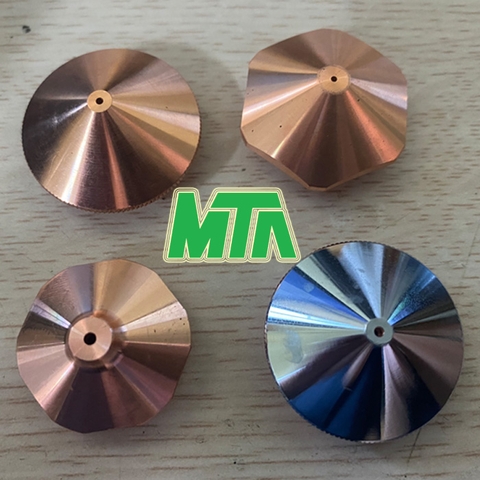
1. Các loại bép cắt của máy laser fiber
Bép cắt laser nói chung được chia thành bép cắt đơn và bép cắt đôi. Bép cắt đơn được sử dụng để nấu chảy và cắt, nghĩa là nitơ được sử dụng làm khí phụ trợ và nó thường được sử dụng để cắt thép không gỉ, hợp kim nhôm, đồng thau, v.v.; Bép cắt đôi thường được sử dụng để cắt oxy hóa, nghĩa là sử dụng oxy làm khí phụ trợ, thường được sử dụng để cắt thép carbon.
2. Lựa chọn kích thước bép cho máy cắt laser fiber
Đường kính của bép cắt xác định hình dạng của dòng khí, khu vực khuếch tán khí và tốc độ dòng khí vào vết cắt, ảnh hưởng đến việc loại bỏ sự tan chảy và sự ổn định của vết cắt.
Lưu lượng khí vào vết cắt lớn, tốc độ khí càng nhanh thì sự tan chảy kim loại càng nhanh. Ta chọn kích thước bép cắt theo công suất nguồn laser của máy, và độ dày của tấm kim loại cắt. Tấm càng dày thì nên sử dụng bép cắt càng lớn, áp suất cài đặt của van khí càng lớn, tốc độ khí càng lớn để đảm bảo đường cắt sắc nét.
- Bép cắt có cỡ lỗ 1.0mm, 1.5mm, φ2.0mm, φ2,5mm, φ3.0mm, v.v. Bép cắt thường được sử dụng là 1,5mm và φ2mm.
- Đối với tấm kim loại mỏng dưới 3 mm, thường sử dụng bép φ1,5mm, như vậy bề mặt cắt sẽ mịn hơn. Nếu sử dụng bép φ2mm, bề mặt cắt sẽ thô ráp hơn, và các chỗ góc sẽ dễ dàng tan chảy.
- Đối với tấm kim loại có độ dày bằng hoặc trên 3 mm, bép cắt φ2mm là lựa chọn tốt hơn. Do công suất cắt cao, thời gian tản nhiệt dài hơn và thời gian cắt cũng tăng lên. Với bép 1.5mm, khí có diện tích khuếch tán nhỏ, do đó không ổn định khi sử dụng. Với bép φ2mm, diện tích khuếch tán khí lớn và tốc độ dòng khí chậm hơn, vì vậy nó ổn định hơn khi cắt.
- Bép cắt có đường kính lỗ φ2,5mm chỉ nên sử dụng để cắt tấm dày từ 10 mm trở lên.
- Sử dụng bép cắt càng lớn, khả năng bảo vệ gương càng kém, vì tia lửa được nóng chảy bốc hơi bật ngược lên thấu kính có xác suất cao hơn, do đó tuổi thọ của ống kính ngắn hơn.
3. Chọn bép cắt theo công suất nguồn laser khác nhau
Tất nhiên, chọn bép cắt laser cũng tùy thuộc vào công suất của nguồn laser và tính năng của đầu cắt laser
- Công suất nguồn laser ≤6000w
Cắt thép carbon, đường kính vòi thường là hai lớp S1.0-5.0E;
Cắt thép không gỉ, sử dụng thông số kỹ thuật thông thường bép cắt một lớp WPCT;
- Công suất laser 6000w
Cắt thép carbon, thép cacbon 10-25mm cắt bề mặt sáng, đường kính của vòi cắt nói chung là loại E tốc độ cao S1.2 ~ 1.8E; đường kính quạt một lớp thường là D1.2-1.8;
Cắt thép không gỉ, sử dụng thông số kỹ thuật thông thường bép cắt một lớp WPCT;
Lưu ý: Khi bép cắt bị biến dạng hoặc có sự tan chảy trên bép cắt, ảnh hưởng của nó đến chất lượng cắt giống như mô tả ở trên. Do đó, bép cắt được đặt cẩn thận và không bị hư hại để tránh biến dạng; vết bẩn tan chảy trên bép cắt nên được làm sạch kịp thời. Chất lượng của bép cắt có độ chính xác cao khi được sản xuất, cho nên yêu cầu cách lắp đặt chính xác. Nếu bép cắt được thay đổi trong quá trình cắt dẫn đến chất lương cắt kém, nên thay thế vòi phun kịp thời.
Mời quý vị xem thêm video để biết thời điểm cần thay bép cắt và cách thay bép đúng quy trình đảm bảo vận hành máy Laser hiệu quả:














































Viết bình luận