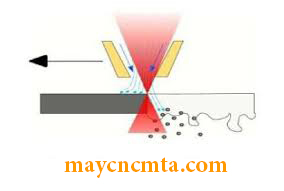
Quá trình cắt laser là quá trình hấp thụ năng lượng ánh sáng và biến nó thành nhiệt năng làm cho vật liệu nóng chảy, hóa hơi. Quý trình đó xảy ra như sau:
- Chùm tia laze với mật độ năng lượng cao phát ra bởi bộ tạo tia laze.
- Chùm sáng được hội tụ qua thấu kính hội tụ và năng lượng tập trung cao.
- Chùm sáng hội tụ đi qua tâm của vòi phun, và vòi phun ra khí cắt phụ có trục giống với đường đi của ánh sáng.
- Dưới tác động chung của chùm tia laze và khí cắt, vật liệu cắt nhanh chóng được đốt nóng, oxy hóa và bay hơi để đạt được mục đích cắt.
Nguyên lý cơ bản của cắt laser là sự tương tác giữa tia laser và vật chất bao gồm sự hấp thụ, phản xạ, khúc xạ, chuyển đổi và truyền năng lượng của vật liệu tới tia laser, trạng thái vật chất và thành phần khí xung quanh, hiệu ứng mô của chùm sáng trên bề mặt vật liệu, v.v. Do đó, các yếu tố ảnh hưởng đến chất lượng cắt laser rất phức tạp.
Các điều cần chú ý để kiểm soát chất lượng cắt của máy cắt laser
Ngoài bản thân vật liệu phôi cắt, chất lượng đường cắt phụ thuộc vào các đặc tính chùm ánh sáng, công suất nguồn laser, tốc độ cắt, loại bép cắt (khẩu độ) và chiều cao bép cắt đến phôi cắt, vị trí lấy nét, loại khí phụ và áp suất, v.v.
1- Tình trạng bép cắt: Đường kính bép cắt, tính nguyên vẹn hoặc hư hỏng của bép cắt, chiều cao bép cắt, cho dù được lắp đặt đúng vị trí
2- Trạng thái vòng gốm: Vòng sứ còn nguyên vẹn hay bị hư hỏng, trạng thái kết nối giữa vòng sứ và vòng đệm.
3- Đầu cắt: trạng thái đường dẫn quang học: Gương chuẩn trực, gương hội tụ, gương bảo vệ có bị ô nhiễm hay không và đường quang có đồng trục với vòi phun hay không
4- Khí phụ: Độ tinh khiết của khí phụ, dòng khí phụ, áp suất khí phụ
5- Vị trí tiêu điểm: Vị trí tiêu điểm cao hoặc vị trí tiêu điểm thấp
6- Tốc độ cắt laser: tốc độ cắt quá nhanh hoặc quá chậm
7- Công suất laser: thấp, không đủ công suất hoặc công suất laser quá cao
8- Chất lượng tấm: Vật liệu tấm, biến dạng nhiệt tấm, chất lượng bề mặt tấm (gỉ, vật chất lạ, v.v.)
I. Ảnh hưởng của bép cắt (vòi phun) đến chất lượng cắt máy laser
Hình dạng, đường kính, chiều cao bép cắt (khoảng cách giữa đầu ra bép cắt và bề mặt phôi) sẽ ảnh hưởng đến hiệu quả cắt laser
Chức năng của bép cắt laser
- Bép cắt ngăn các tạp chất chảy ngược lên trên, đi qua vòi phun và làm ô nhiễm thấu kính hội tụ.
- Bép cắt kiểm soát khu vực khuếch tán khí và kích thước để kiểm soát chất lượng cắt.
Mối quan hệ giữa bép cắt và chất lượng cắt laser
- Độ đồng trục giữa tâm của lỗ thoát đầu phun và tia laze là một trong những yếu tố quan trọng ảnh hưởng đến chất lượng cắt. Phôi càng dày thì ảnh hưởng càng lớn.
- Độ đồng trục sẽ bị ảnh hưởng trực tiếp khi vòi phun bị biến dạng hoặc có vết chảy. Vì vậy, đầu phun cần được bảo quản cẩn thận để tránh hư hỏng và biến dạng.
- Hình dạng và kích thước của vòi phun có độ chính xác chế tạo cao, và cần chú ý đến phương pháp lắp đặt chính xác. Nếu tình trạng đầu phun kém, điều kiện cắt nên thay đầu phun mới tốt hơn.
- Khi cắt tấm mỏng ta sử dụng bép cắt có đường kính lỗ nhỏ và cắt tấm dày ta sử dụng bép cắt có đường kính lỗ lớn. Khi cắt tấm dày thì diện tích khuếch tán khí nhỏ nên không ổn định khi sử dụng. Bép cắt to khi cắt tấm dày: vùng khuếch tán khí lớn, tốc độ dòng khí chậm nên ổn định khi cắt.
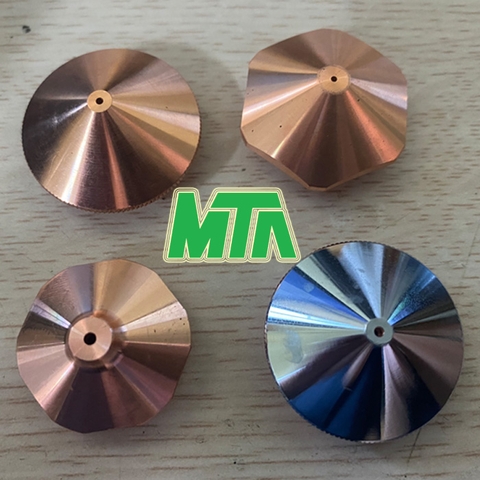
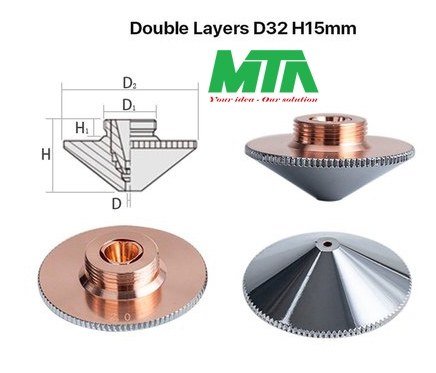
Các loại bép cắt laser
Bép cắt đơn có đường kính lỗ: Φ0.8, Φ1.0, Φ1.5, Φ2.0, Φ2.5, Φ3.0, Φ3.5, Φ4.0
Bép cắt đôi có đường kính lỗ: Φ0.8, Φ1.0, Φ1.5, Φ2.0, Φ2.5, Φ3.0, Φ3.5, Φ4.0;
Bép cắt ngắn có đường kính lỗ: Φ3.0, Φ3.5, Φ4.0
- Khẩu độ vòi phun lớn, tốc độ dòng khí chậm, khả năng loại bỏ kim loại nóng chảy thấp
- Khẩu độ vòi phun nhỏ, tốc độ dòng khí nhanh, khả năng loại bỏ kim loại nóng chảy lớn
Ảnh hưởng của việc bép cắt bị vỡ hoặc biến dạng đến chất lượng cắt của máy laser
Trong quá trình cắt gọt, khi bép cắt va chạm hoặc cọ xát với phôi, bép cắt dễ bị biến dạng. Khi đục lỗ hoặc phôi cắt không thể cắt qua, bép cắt dễ bị nóng chảy và bị tắc, sẽ ảnh hưởng đến chất lượng cắt.
Khi bép cắt bị biến dạng hoặc nóng chảy, sẽ có những ảnh hưởng:
1) Vòi phun và chùm tia laze ở các trục khác nhau
Độ đồng trục của tâm lỗ đầu ra vòi phun và tia laze là một trong những yếu tố quan trọng ảnh hưởng đến chất lượng của đường cắt. Phôi càng dày thì tác động càng lớn.
- Khi đầu phun bị biến dạng hoặc nóng chảy sẽ ảnh hưởng trực tiếp đến độ đồng trục.Vì vậy, đầu phun cần được bảo quản cẩn thận và lắp đặt đúng cách, tránh va đập để tránh bị biến dạng.
- Nếu đường cắt xấu do tình trạng của bép cắt kém, tốt hơn là thay thế bằng một bép cắt mới
2) Bép cắt laser bị biến dạng thì khí thổi ra từ bép cắt không đều, có hiện tượng một bên bị chảy hoặc cháy, bên còn lại thì không
Khi cắt một tấm mỏng từ 3mm trở xuống, ảnh hưởng của nó là nhỏ; khi cắt hơn 3mm, ảnh hưởng nghiêm trọng và đôi khi không thể cắt qua.

3) Bép cắt laser bị biến dạng tác động vào các góc sắc nét
Khi phôi có góc nhọn hoặc góc nhỏ, nếu bép cắt bị vỡ dễ gây ra hiện tượng nóng chảy quá mức; tấm dày có thể không được cắt.
4) Bép cắt laser bị biến dạng ảnh hưởng đến sự đục lỗ
Nếu bép cắt bị vỡ thì việc đục lỗ sẽ không ổn định, thời gian không dễ kiểm soát, kim loại dày bị nóng chảy quá mức, cắt kim loại mỏng thì ít bị ảnh hưởng hơn
5. Bép cắt laser bị biến dạng ảnh hưởng đến khoảng cách giữa bép cắt về bề mặt phôi
Khi cắt thông thường, chiều cao giữa bép cắt và bề mặt phôi thường để là 0,8mm-1,2mm.
Chiều cao từ bép cắt đến tấm phôi quá thấp sẽ làm cho vòi phun dễ va chạm với bề mặt phôi; quá cao sẽ làm cho luồng khí từ vòi phun bị phân tán dẫn đến sự thay đổi nồng độ và áp suất của khí phụ, sau đó dẫn đến giảm chất lượng đường cắt.
Khi thay đổi chiều cao đầu phun (lên hoặc xuống) cũng gây ra sự thay đổi vị trí tiêu cự (lên hoặc xuống) gây ảnh hưởng đến chất lượng đường cắt.
Các yếu tố chính ảnh hưởng đến khoảng cách giữa bép cắt laser và bề mặt phôi:
- Bề mặt vòi phun cảm nhận vật lạ kim loại trên bề mặt tấm hoặc có xỉ khi cắt, dẫn đến có sự thay đổi về chiều cao từ mỏ cắt đến phôi cắt
- Việc cài đặt chiều cao là không chính xác.
- Hỏng cảm biến do hư hỏng các thiết bị như vòng sứ, dây cảm biến.
- Phôi được nâng lên hoặc tấm bị biến dạng nhiệt và cong
Điều chỉnh độ đồng trục giữ bép cắt và chùm tia laser
- Dùng băng dính trong để lấy dấu, nếu dấu có hình dạng sau thì tâm bép cắt lệch quá nhiều so với tâm của tia laze (điểm đen ở giữa dấu bị mờ)

- Nếu có điểm đen mà vòng tròn của dấu không khép kín, ta cần kiểm tra thấu kính hội tụ có bị lỏng lẻo hay không, và kiểm tra các điều kiện khác của mỏ laser

- Hình cuối cùng Ok thể hiện chấm tròn ở giữa rõ, và vòng tròn của dấu rõ
II. Ảnh hưởng của vòng gốm và vòng đệm đến chất lượng cắt của máy laser
Trong quá trình cắt, khi đầu cắt va chạm với phôi nhô lên rất dễ làm cho vòng sứ bị nứt

Vòng sứ máy laser bị vỡ
Khi vòng sứ bị nứt, khí phụ dễ bị rò rỉ dẫn đến dòng khí phụ không đủ và ảnh hưởng đến chất lượng đường cắt. Khi vòng sứ bị vỡ, người thực hiện nên thay thế vòng sứ mới kịp thời.
Trong quá trình thay thế, cần chú ý đảm bảo vòng đệm giữa vòng sứ và đầu cắt phải được ép và nén chặt. Không được làm mất, nếu không sẽ dễ dẫn đến rò rỉ khí phụ và ảnh hưởng đến chất lượng đường cắt.

III. Ảnh hưởng của đầu cắt và đường dẫn quang học đến chất lượng máy cắt laser
Thành phần chính của đầu cắt là gương chuẩn trực, gương hội tụ và gương bảo vệ.
Bất kỳ sự nhiễm bẩn nào của thấu kính đều có thể ảnh hưởng đến đường dẫn ánh sáng, ảnh hưởng đến chất lượng của vết cắt.

Gương máy laser bị bẩn
Việc tia laser và vòi phun bị lệch trục cũng là các vấn đề về truyền dẫn quang học, cũng có thể dẫn đến hỏng hóc khi cắt. Có thể xảy ra các trường hợp:

- Cắt 3 cạnh có chất lượng đường cắt tốt, 1 cạnh không tốt
- Cạnh của phôi được đốt cháy, như hình dưới đây:
- Không thể được cắt qua phôi
Ảnh hưởng của vị trí lấy nét đến chất lượng cắt laser
Khi cắt các vật liệu khác nhau, vị trí lấy nét cần được điều chỉnh theo các yêu cầu của quá trình cắt khác nhau.
Ta xác định vị trí tiêu điểm là 0 trên bề mặt trên cùng của trang tính. Tiêu điểm là âm bên dưới bề mặt trên cùng của tấm và dương ở trên bề mặt trên của tấm.
Như hình bên dưới:

Lựa chọn vị trí tiêu điểm:
- Vị trí lấy nét là một trong bốn yếu tố của quá trình cắt.
- Do đó, cần phải xác định xem vị trí lấy nét có được điều chỉnh chính xác theo các tấm khác nhau hay không và tham khảo các thông số quy trình trước mỗi lần cắt.
Các yếu tố chính ảnh hưởng đến vị trí lấy nét là:
- Các yếu tố ảnh hưởng đến chiều cao mỏ cắt sẽ ảnh hưởng đến vị trí lấy nét
- Sự nhiễm bẩn thấu kính sẽ gây ra những bất thường trong đường dẫn quang học, điều này cũng dẫn đến việc truyền năng lượng và thay đổi vị trí lấy nét.
- Sau khi thay thế ống chuẩn trực hoặc thấu kính hội tụ, vị trí tiêu điểm có thể thay đổi và kỹ sư cần kiểm tra.
IV. Ảnh hưởng của khí phụ trợ đến chất lượng cắt laser
Ảnh hưởng của các loại khí phụ trợ đến quá trình cắt
Khí phụ trợ giúp tản nhiệt và hỗ trợ quá trình đốt cháy, thổi bay bề mặt nóng chảy, để bề mặt cắt có chất lượng tốt hơn.

Khi lựa chọn loại và áp suất của khí phụ cắt, cần lưu ý:
- Nói chung, oxy được sử dụng để cắt thép cacbon thông thường và cắt áp suất thấp
-Nitơ được sử dụng để cắt thép không gỉ, nhôm tấm, đồng thau, v.v.; vì không làm xám đen cạnh cắt
Ảnh hưởng của độ tinh khiết của khí phụ đến chất lượng sản phẩm cắt
Độ tinh khiết của khí càng cao thì chất lượng cắt càng tốt.
Độ tinh khiết của khí khi cắt tấm thép cacbon thấp nhất phải đạt ít nhất 99,6% và khi cắt tấm thép cacbon lớn hơn 12mm thì độ tinh khiết oxy phải trên 99,9%
Độ tinh khiết của nitơ khi cắt tấm thép không gỉ phải trên 99,6%.
Nếu độ tinh khiết của khí cắt không tốt, không chỉ ảnh hưởng đến chất lượng cắt mà còn gây ô nhiễm thấu kính.
1. Ảnh hưởng của việc không đủ độ tinh khiết của khí khi cắt thép cacbon bằng oxy:
- Đối với các tấm thép cacbon mỏng (1 ~ 5mm), độ tinh khiết không đủ thì tốc độ dòng khí phải tăng lên trong quá trình cắt.
- Đối với các tấm thép cacbon dày (6 amm+), yêu cầu về độ tinh khiết rất nghiêm ngặt, và nếu độ tinh khiết không đủ, chất lượng cắt sẽ rất kém hoặc không thể cắt được.
2. Ảnh hưởng của việc không đủ độ tinh khiết của khí khi cắt thép không gỉ, nhôm tấm, đồng thau, v.v. bằng nitơ:
- Đối với thép không gỉ và đồng thau, chất lượng mặt cắt kém và mặt cắt thô lởm chởm
- Đối với tấm nhôm, chất lượng mặt cắt kém, khó xử lý xỉ.
Ảnh hưởng của áp suất khí phụ đến chất lượng cắt laser
1. Khí giúp tản nhiệt và hỗ trợ quá trình đốt cháy, thổi bay bề mặt nóng chảy, để bề mặt cắt có chất lượng tốt hơn.
2. Ảnh hưởng đến đường cắt khi áp suất khí không đủ:
- Bề mặt cắt bị sùi lên hoặc không thể cắt qua


- Không thể tăng tốc độ cắt, ảnh hưởng đến hiệu quả.
3. Ảnh hưởng đến chất lượng cắt khi áp suất khí quá cao:
- Bề mặt cắt dày hơn và khe hở rộng hơn.

- Phần cắt bị chảy và không thể hình thành chất lượng cắt tốt.
Ảnh hưởng của khí phụ đối với đục lỗ thủng của máy cắt laser
1. Khi áp suất khí quá thấp, nó không dễ dàng cắt qua và thời gian đục lỗ thủng tăng lên.
2. Khi áp suất khí quá cao, lỗ thủng bị nổ làm cho điểm xâm nhập bị nóng chảy và tạo thành nhiệt độ nóng chảy lớn.
Do đó, nói chung đối với các tấm thép cacbon, áp suất đục thủng của tấm mỏng cao hơn và áp lực của tấm dày thấp hơn.
Khi tấm dày được đục lỗ, áp suất khí và tỷ lệ không khí phải được giảm thích hợp khi lỗ được thổi, và thời gian đục lỗ kéo dài.
Các yếu tố ảnh hưởng đến khí phụ trợ máy laser fiber
- Độ tinh khiết của khí phụ trợ: Khi độ tinh khiết của khí phụ trợ thấp, áp suất khí tương ứng phải được tăng lên và ngược lại.
- Khẩu độ vòi phun: Ở một áp suất nhất định, kích thước lỗ điện cực càng nhỏ thì tốc độ dòng chảy càng nhỏ; kích thước lỗ điện cực càng lớn thì tốc độ dòng khí càng lớn. Kích thước của dòng khí ảnh hưởng đến hiệu quả cắt và khả năng loại bỏ vết chảy.
- Chiều cao vòi phun: Khoảng cách từ vòi phun đến tấm càng cao, luồng không khí càng phân tán; Khoảng cách từ vòi phun đến tấm càng thấp, luồng không khí càng tập trung. Lượng khí ảnh hưởng đến hiệu quả cắt và khả năng loại bỏ vết chảy.
- Vỡ bép cắt: Nếu lỗ thoát khí đầu phun bị hỏng, luồng gió đi ra sẽ không đều, ảnh hưởng trực tiếp đến khả năng cắt.
- Vòng gốm và vòng đệm của nó: Hư hỏng các vòng và vòng đệm bằng sứ có thể gây rò rỉ khí, từ đó ảnh hưởng đến áp suất và lưu lượng không khí.
- Cắt nhanh: Tốc độ quá nhanh khiến khí phụ không thể khử nóng chảy hiệu quả, khi đó sẽ bị treo xỉ hoặc không thể cắt xuyên qua.
- Công suất laser: Nếu có sự mất mát về công suất laser, thì thông thường cần phải có thêm áp lực khí để loại bỏ sự nóng chảy.
- Vị trí tiêu điểm: Nếu tiêu điểm không chính xác, năng lượng của tia laze trên tấm là không chắc chắn. Có thể hiểu rằng nếu năng lượng quá nhiều thì áp suất không khí phải nhỏ lại; nếu năng lượng thấp, áp suất không khí được yêu cầu nhiều hơn.
- Chất lượng tấm: Nếu chất lượng tấm không tốt sẽ ảnh hưởng trực tiếp đến đường cắt; nếu bề mặt của tấm có rỉ sét, vv, không có lợi cho quá trình đốt cháy oxy và loại bỏ chất nóng chảy.














































Viết bình luận