Diễn giải thông số cắt, thông số đục và một số tính năng khi vận hành Máy cắt Laser Fiber
1. Thông số cắt của máy laser fiber:
- Import: click Import chọn thông số cắt phù hợp với chiều dày và chủng loại vật liệu→click chuột →Open →Yes.
- Save: Lưu lại thông số đã chỉnh sửa
- Save As: Lưu thêm thông số mới vào thư viện
- Pierce Mode: Cắt không đục lỗ (Sử dụng cho vật liệu mỏng).
- Increment: Tăng lực đục
- By-Section: Đụ lỗ 1 lần
- 3- Segment: Đục lỗ 1, 2, 3 lần
* Thông số cắt laser
+ Pre-laser off: Thời gian trễ trước khi tắt laser
+ Pre-laser on: Thời gian trễ trước khi mở laser
+ Cut speed: Tốc độ cắt thực tế khi gia tốc đạt 100%
+ Peak power: Công suất nguồn khi cắt đơn vị %
+ Cut Frequency: Tần số sóng phát quang. Tần số càng lớn giá trị phát sáng lớn và phản xạ ánh sáng liên tục.
+ Duty power: Tỉ lệ cấp nguồn.
+ Cut Pressure: Áp suất khí cắt (chỉnh khi cắt khí Oxy)
+ Cut Gas: Loại khí cắt. Chọn khí cắt: Thép mỏng < 3 mm cắt khí nén và O2.
Thép >3 mm cắt khí O2. Inox cắt khí khí nén và Nitor);
+Cut height: Độ cao cắt giữa tôn với bép cắt.
+ Focus postion: Tiêu điểm hay gọi là tiêu cự.
+ Post-laser on: Kéo dài thời gian trễ này trước bước tiếp theo. Tôn càng dày độ trễ càng lớn để tránh bị dội xỉ do chưa thoát xỉ chưa thủng tôn nhằm ổn định tia laser
2. Thông số đục của máy cnc laser:
- Lift height: Chiều cao nâng mỏ khi di chuyển sang lỗ đột khác.
- Prepiece lift H: Chiều cao nâng mỏ khi di chuyển sang lỗ đột khác khi sử dụng trong quá trình đục lỗ trước.
- Increment S: Tốc độ di chuyển từ chiều cao đục xuống chiều cao cắt
- Peak power: Công suất nguồn khi đục đơn vị %
+ Pirce Frequency: Tần số sóng phát quang. Tần số càng lớn giá trị phát sáng lớn và phản xạ ánh sáng liên tục.
+ Duty cycle: Tỉ lệ cấp nguồn khi đục.
+ Pirce Pressure: Áp suất khí đục;
+ Pirce Gas: Loại khí đục;
- Prepiece height: Chiều cao đục
+ Punch Focus: Tiêu cự đục lỗ
+ Piercing Time: Thời gian đục lỗ. Tôn càng dầy đục càng lâu
* Ghi chú thông số: Bép cắt, chiều dày,…
+ Cut mode: Đặt tên loại khí cắt
+ Laser Power: Ghi chú công suất nguồn của máy
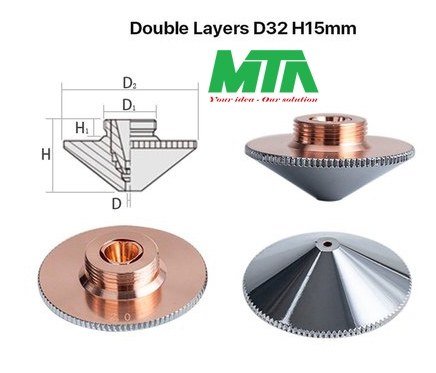
+ Nozzle Type: Ghi chú loại bép cắt (Chủ yếu xem để thay bép)
+ Nozzle Dia: Ghi chú đường kính bép cắt (Chủ yếu xem để thay bép)
+ Focus: Ghi chú tiêu cự cắt
+ Press: Ghi chú áp xuất
3. Diễn giải một số tính năng khác của máy cắt laser fiber
- Prepiece: Đục lỗ trước cắt sau (tích vào ô. Bỏ tích cắt bình thường);
- Cut Film: Cắt inox có màng nilong (tích vào ô. Bỏ tích cắt bình thường);
- Cool Delay: Làm mát vật liệu sau khi kết thúc
- Cooling Air: Loại khí làm mát (Thường cùng loại khí cắt)
* Thông số đục 2, 3 lần (dùng cho tôn dày): Tích vào “O 3 – Sgment” Hiển thị bên phải layer1 “Layer1 - Three Segment Paramrers” click chuột sang “Layer1 - Three
Segment Paramrers” để điều chỉnh
- 1 st Segment: Tích vào ô 1 Đục 1 lần
- 2 st Segment: Tích vào ô 1 và 2 Đục 2 lần
- 3 st Segment: Tích vào ô ,2 và 3 Đục 3 lần
- Increment: Tích vào ô Tăng lực đục
- Peak power: Công suất nguồn khi đục đơn vị %
- Frequency: Tần số sóng phát quang. Tần số càng lớn giá trị phát sáng lớn và phản xạ ánh sáng liên tục.
- Duty cycle: Tỉ lệ cấp nguồn khi đục.
- Gas: Loại khí đục;
- Pressure: Áp suất khí đục;
- Height: Chiều cao đục
- Focus: Tiêu cự đục lỗ
- Delay: Thời gian đục lỗ. Tôn càng dầy đục càng lâu
- Extra Bow: Làm mát sau khi đục để làm nguội vật liệu khi kết thúc đục để bắt đầu cắt cho đường cắt ổn định
+ Delay: Thời gian đục
+ Pressure: Áp suất khí làm mát để bằng áp suất khí đục

- Máy cắt cnc laser của MTA được khách hàng đánh giá cao về chất lượng và dịch vụ, đã bán hàng nghìn chiếc tại các tỉnh thành của Việt Nam và xuất khẩu
- Máy cắt laser của MTA có tốc độ cắt nhanh, đường cắt tinh xảo, tuổi thọ cao. Máy có khung hàn mộng bằng thép tấm dày, động cơ hộp số của Nhật, đầu cắt tự động Raytools Thụy Sỹ......
- Máy cắt laser do MTA sản xuất có nhiều khổ cắt. MTA có thể sản xuất máy theo yêu cầu của khách hàng. Công suất nguồn cắt do khách hàng tự chọn
Chúng tôi sẵn sàng giải đáp các thắc mắc của quý khách hàng và rất chào đón quý khách hàng đến tham quan nhà máy MTA. Qúy khách có nhu cầu tìm hiểu về máy cắt laser vui lòng liên hệ:
CÔNG TY HỆ THỐNG TỰ ĐỘNG MTA
Website: https://maycncmta.com/ - https://cnc24h.com/
Hà Nội: Số 38-TT6.2C Khu Đô Thị Đại Kim Nguyễn Xiển, Hoàng Mai, Hà Nội
Hồ Chí Minh: 25A Đường 24, Phường Linh Đông, TP. Thủ Đức, Hồ Chí Minh
Nhà máy: Phú Mãn, Quốc Oai, Hà Nội
Phòng kinh doanh bán máy:
Mr. Nam 0983 248 266/ 0943 567 266, Email: maycatmta@gmail.com
Mr. Hiệp 0949 215 266 , Email: maycncmta@gmail.com
Ms. Hải 0974 258 266, Email: mtahanoivn@gmail.com
Chúng tôi cam kết luôn mang đến những giải pháp tiên tiến, chất lượng, bền đẹp làm hài lòng quý khách!














































Viết bình luận